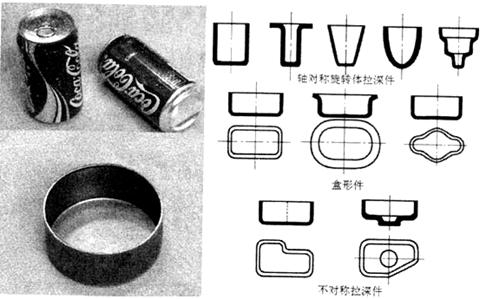
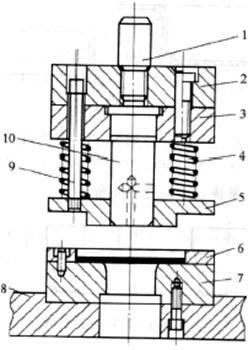
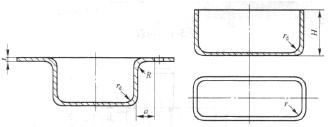
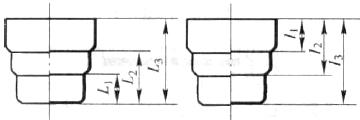
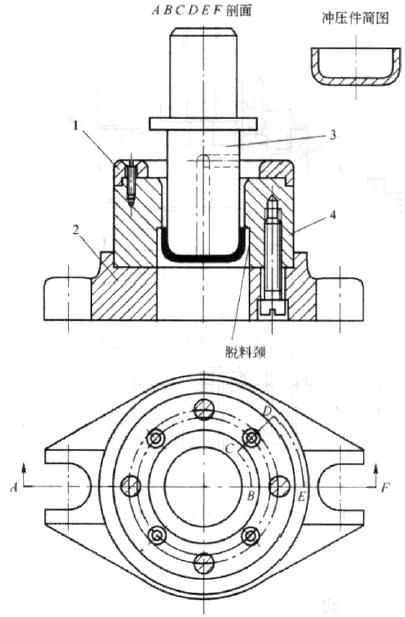
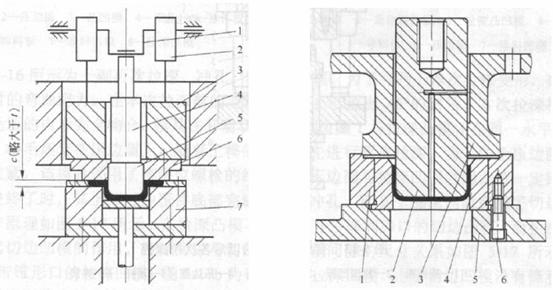
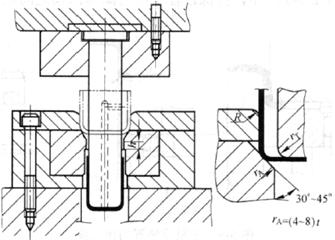
7.1.1����ӹ����� ����������ģ�߽�ƽ��ë������Ʒë������ɿ��ڿ��ļ���һ�����ѹ���ա�����տ��Ƴɵ���Ʒ��ԲͲ�Ρ������Ρ����Ρ��Ρ����μ��������ֲ�����Ŀ��ڿ���������������������ѹ���ս�ϣ���������״���ӵ�����������Ϲ��������칤�������һ������������ģ���ճ������г�����������Ʒ����ת����������������������ȡ���ת��������´����衢�����������ȣ���ͼ7-1��ʾ����������緹�С���������ȣ�����������������Ǽ��ȡ� ͼ7-1 ����� ����ɷ�Ϊ���䱡����ͱ䱡���ǰ��������κ�������������ֵıں�������ǰ��������Ȼ������䣻����������κ���������ں�������ǰ��������������Եı䱡�����ֱ䱡�Dz�ƷҪ��ģ�������ֵڱ����ص㡣��ʵ�������У�Ӧ�ý϶���Dz��䱡��� ������ʹ�õ�ģ�߽�����ģ������ģ�ṹ��Խϼ�����ģ�Ƚϣ����������нϴ��Բ�ǣ���������Ҫ��ߣ�����ģ��϶�Դ��ڰ��Ϻ�ȡ�ͼ7-2��ʾΪ��ѹ��Ȧ���״�����ģ�Ľṹͼ��ƽ�����Ϸ��붨λ��6�ڣ�����ģ����ʱ��������ѹ��Ȧ5�Ͱ�ģ7��ƽ������ѹס�����ģ10�����������밼ģ�����γ�ֱ��ԲͲ�����κ���ģ��ʱ������4�ָ�������ѹ�߇�5���������ģ10��ж�£�Ϊ�˱��ڳ��κ�ж�ϣ���ģ10�Ͽ�����ͨ���ס�ѹ��Ȧ���⸱ģ���У�����ѹ�����ã�����ж�����á� ͼ7-2 ����ģ�ṹͼ 1-ģ�� 2-��ģ�� 3-ģ�̶��� 4-���� 5-ѹ��Ȧ 6-��λ�� 7-��ģ 8-��ģ�� 9-ж���ݶ� 10-ģ 7.1.2 ������Ĺ����� 1. ������Ĺ���ȼ� ������ijߴ羫��Ӧ��IT13�����£����˸���IT11����������ں�Ҫ��һ�㲻Ӧ��������ձں�仯���ɡ� 2. ������Ľṹ������ �� �������״Ӧ�������Գƣ�������һ��������Ρ� �� ���������������ڱ�֤��Ҫ�ı�������ǰ���£�Ӧ�����ڡ�����������������п��ܲ����ĺۼ��� �� �ڱ�֤װ��Ҫ���ǰ���£�Ӧ��������������һ����б�ȡ� �� ������ĵ�Ե�ϵĿױߵ���ڵľ���Ӧ���㣺 �� ������ĵ���ڡ�Ե��ڡ����μ��Ľǵ�Բ�ǰ뾶Ӧ������ ����Ӧ�������ι��뾶��ϵ��ͼ7-3��ʾ�� ͼ7-3 �뾶��ϵ �� ������ijߴ��ע��Ӧע����֤���γߴ磬�������γߴ磬����ͬʱ��ע�����γߴ硣��̨�����������߶ȷ���ijߴ��עһ��Ӧ�Եײ�Ϊ���������ϲ�Ϊ�����߶ȳߴ粻�ױ�֤����ͼ7-4��ʾ�� ͼ7-4��̨��������ijߴ��ע 7.1.3 ����ģ�ĵ��ͽṹ ����ģ�ṹ��Խϼ�����ģ����ʹ�õ�ѹ�������Ͳ�ͬ���ɷ�Ϊ����ѹ����������ģ��˫��ѹ����������ģ����������˳��ɷ�Ϊ�״�����ģ���Ժ��������ģ�����ݹ�����Ͽɷ�Ϊ����������ģ�����Ϲ�������ģ��������������ģ������ѹ������ɷ�Ϊ��ѹ��װ������ģ����ѹ��װ������ģ�� 1. �״�����ģ (1) ��ѹ��װ�õ��״�����ģ ����ģ�߽ṹ����ģ����������ģ���ͼ7-5��ʾ����ģ3ֱ����Сʱ����Ӧ����ģ������������ģ������ѹ��������ĽӴ��������ģ�����ж�λ��1����ģ��2 �밼ģ4��Ϊʹ��������������ڽ�����ģ������ȡ�£���ģ3��Ӧ��ֱ����3mm ���ϵ�Сͨ���ס������ѹ������ģ�²������Ͼ����¡�����ģ��������������Ϻ�Ƚϴ�t>2mm������Ƚ�С�������
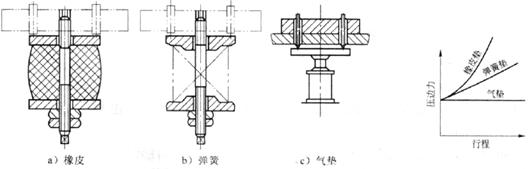
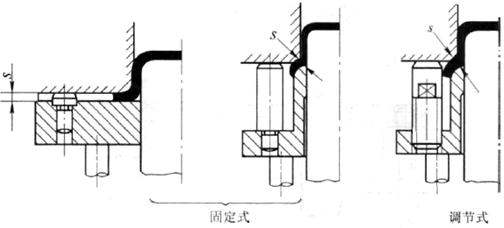
ͼ7-5 ��ѹ��װ�õ��״�����ģ 1-��λ��2-��ģ��3-ģ4-��ģ (2) ��ѹ��װ�õ�����ģ ��ͼ7-2��ʾΪѹ��Ȧװ����ģ���ֵ���װ����ģ�����ڵ���Ԫ��װ����ģ�����ģҪ�Ƚϳ�������������Ȳ���Ĺ�������ͼ7-6��ʾΪѹ��Ȧװ����ģ���ֵĵ�װ����ģ�����ڵ���Ԫ��װ����ģ����ѹ��������̨��Ŀ��У���˿ռ�ϴ���������Ԫ���нϴ��ѹ���г̣�����������Ƚϴ�һЩ����������⸱ģ�߲�������ѹ��Ȧ6��������ʱ����ѹ��Ȧ�Ƚ�ë��ѹ���Σ�ʹë�����⾶��������һ������������Ȼ���ٽ�������Ͳ�μ����������ֽṹ��������������Σ����Խ��ͼ�������ϵ���� ͼ7-6 ����ѹ��Ȧ�ĵ�װ����ģ 1-��ģ�� 2-�Ƹ� 3-�Ƽ��� 4-�ΰ�ģ 5-��λ�� 6-��ѹ��Ȧ 7-����ģ 8-�̶��� 9-��ģ�� Ŀǰ������ʵ���г��õ�ѹ��װ���������ࣺ 1) ����ѹ��װ�� ����װ�ö�������ͨ�ĵ���ѹ�����ϡ�ͨ��������3�֣��� ��Ƥѹ��װ����ͼ7-7a��ʾ���� ����ѹ��װ����ͼ7-7b��ʾ���� ����ʽѹ��װ����ͼ7-7c��ʾ����3��ѹ��װ��ѹ�����ı仯������ͼ7-8��ʾ�� ����������ȵ����ӣ�Ե�������IJ��ϲ��ϼ��٣���Ҫ��ѹ����Ҳ���١�����Ƥ�뵯��ѹ��װ����������ѹ����ǡ����෴��������������Ӷ�ʼ�����ӣ�������Ƥѹ��װ�ø�Ϊ���ء����ֹ������ʹ���������ӣ��Ӷ�����������ѣ������Ƥ�����ɽṹͨ��ֻ������dz�������ʽѹ��װ�õ�ѹ��Ч���ȽϺã�����ṹ�����졢ʹ����ά���Ƚϸ���һЩ�� ͼ7-7 ����ѹ��װ�� ͼ7-8 ����ѹ��װ�õ�ѹ�������� ����ͨ�������С�С��ѹ�����ϣ�������Ƥ������ʹ��ʮ�ַ��㣬���DZ��㷺ʹ�á����Ҫ��ȷѡ�ɹ����Ƥ���ƺ���ߴ磬���������䲻�����档�絯�ɣ���Ӧѡ����ѹ������ѹ������ѹ�����������ӵĵ��ɣ�����Ƥ����Ӧѡ�ý�����Ƥ��Ϊʹ�����ѹ�������¹���ѡȡ��Ƥ���ܺ�Ȳ�ӦС�������г̵�5���� ����������Ͻϱ�����п�Ե�������Ϊ�˷�ֹѹ��Ȧ��ë��ѹ�ù��������Բ��ô���λװ�õ�ѹ��Ȧ����ͼ7-9��ʾ�����������ѹ��Ȧ�Ͱ�ģ֮��ʼ�ձ���һ���ľ���s�� ͼ7-9 ����λװ�õ�ѹ��Ȧ 2) ����ѹ��װ�� ����װ������˫��ѹ�����ϣ��䶯��ԭ����ͼ7-10��ʾ������1��תʱ������ͨ����2�����⻬��3ʹѹ��Ȧ6��ë��ѹ�ڰ�ģ7�ϣ�������ڻ���4����ģ5��ë�������������������У��⻬�鱣�ֲ���������ѹ��Ȧ��ѹ�����ã������ǿ�ֱ�ӵ���ѹ��������֤�ġ����ǵ�ë��Ե����������������а���������������Ե���ģ��ʱ��ѹ��Ȧ�밼ģ��ļ�϶cӦ�Դ��ڰ��t���ø���ѹ�ߣ�ѹ���������г̱仯������Ч���Ϻã���ģ�߽ṹ��ͼ7-11��ʾ��Ϊ������ѹ��װ�õ�����ģ��
ͼ7-10 ˫��ѹ����������ģ����ѹ��װ�ö���ԭ�� ͼ7-11 ������ѹ��װ�õ�����ģ 1-���� 2-�� 3-�⻬�� 4-�ڻ��� 1-�̶��� 2-����ģ 3-����ѹ��Ȧ 5-ģ 6-ѹ��Ȧ 7-��ģ 4-���ģ 5-��ģ�� 6-�ݶ�
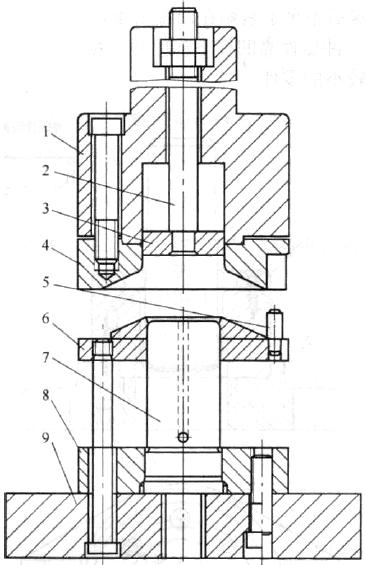
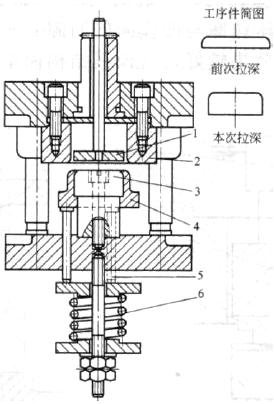
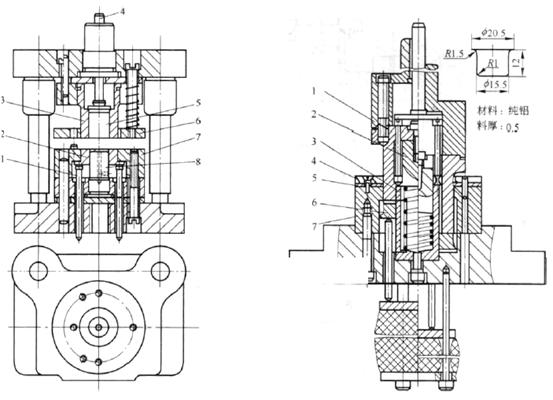
2. �Ժ��������ģ ���Ժ���������У���ë��������ƽ����״�������Ѿ����εİ��Ʒ������Ӧ��ֿ���ë����ģ���ϵĶ�λ��ͼ7-12��ʾΪ��ѹ��װ�õ��Ժ��������ģ��������ֱ���仯���������� ͼ7-12 ��ѹ��װ�õ��Ժ��������ģ ͼ7-13��ʾΪ��ѹ��װ�õ��Ժ��������ģ������һ������Ľṹ��ʽ������ǰ��ë������ѹ��Ȧ4�ϣ�ѹ��Ȧ����״��������һ�������İ��Ʒ����Ӧ�������ѹ��Ȧ����ѹ����ģ3���г����Ƽ���1����ѹ���Ӱ�ģ���Ƴ��� ͼ7-13 ��ѹ��װ�õ��Ժ��������ģ 1-�Ƽ��� 2-���ģ 3-����ģ 4-ѹ��Ȧ 5-���� 6-���� 3. �������츴��ģ ͼ7-14��ʾΪһ�����͵���װ���������ģ����ģ����װ����ģ3 ������ģ�����ģ������ģ����װ�����ϰ�ģ7������ģ8��Ϊ��֤��ѹʱ���������������ģ8�������ϰ�ģ7һ�Ϻ����ϡ���2Ϊ����ѹ��Ȧ����������װ����ģ���¡� ͼ7-15��ʾΪ���ϡ�����������ģ��������һ��ģ���н���������������һ���������߶Ƚϴ�Ĺ���������������ʡ���1Ϊ��ģ������ģ����һ�����ģ������2Ϊ�ڶ�����������ģ����3Ϊ������ģ����һ������ģ�������ģ)����7Ϊ���ϰ�ģ����һ������ʱ����ѹ��Ȧ6�ĵ���ѹ�����ã�������ʱ��ѹ�����á���ģ���ø����Ƽ�����ģֱ���õ��ɶ������ɹ̶�ж�ϰ�4���ж�ϣ�ģ�߽ṹʮ�ֽ��ա�
ͼ7-14 �������츴��ģ ͼ7-15 ���ϡ�����������ģ 1-����2-ѹ��Ȧ3-��ģ4-�Ƹ�5-�Ƽ���6-ж�ϰ�7-���ϰ�ģ8-����ģ 1-��ģ 2-������ģ3-������ģ 4-ж�ϰ�5-���ϰ� 6-ѹ��Ȧ7-���ϰ�ģ