
在成批生产企业中,虽然产品品种、规格较多,但是有许多零件是相同或相似的,这就有可能组织多对象流水生产。
多对象可变流水是多对象流水线在生产中应用相当广泛的一种。它具有以下特征:
①流水线上成批轮番地生产若干种对象,各加工对象在结构上和工艺上是近似的,所以当更换加工对象时,设备和工装进行调整的工作量不大。
②每种加工对象在流水线所有工序上的设备负荷系数应大致相同。
由于可变流水线具有以上特征,所以就计划期(月度、季度)来说,加工对象有若干种,但在计划期的各段时间内,仍如单一对象流水线一样工作,只生产一种产品。
1、流水线节拍的计算
可变流水线的节拍应分别按每种加工对象计算。
设某可变流水线加工A、B、C三种零件,其计划年产量分别为NA,NB,NC,流水线上加工各零件的各工序单件时间定额之和分别为TA,TB,TC,可用以下两种方法计算节拍。
①代表零件法
将各零件的产量按加工劳动量折合成一种零件的产量,然后据以计算出产品节拍。
假定A为代表产品,则:
式中: 、
、 ――零件B、C的单件时间与零件A的单件时间的比值,即:
――零件B、C的单件时间与零件A的单件时间的比值,即:

 (2.13)
(2.13)
则各零件的节拍按下式计算,即:
 (2.14)
(2.14)
 ,
,  (2.15)
(2.15)
[例2-2] 假设可变流水线上生产A、B、C三种产品,其计划月产量分别为2000、1875、1857件,每种产品在流水线上各工序单件时间之和分别为40、32、28分,流水线按两班制工作,每月有效工作时间为24000分,现选择A为代表产品,则:
计划期代表产品的产量=
=2000+1500+1300
=4800(件)
代表产品(A)的节拍=24000/4800=5(分/件)
产品B的节拍=
=5×0.8=4(分/件)
产品C的节拍=
=5×0.7=3.5(分/件)
②加工劳动量比重法
按零件在流水线上加工总劳动量所占的比重分配流水线有效作业时间,然后计算各零件的节拍。
首先计算各零件的劳动量比重,即:
 (2.16)
(2.16)
式中: ――j零件的劳动量比重;
――j零件的劳动量比重;
 ――j零件的计划产量(件);
――j零件的计划产量(件);
 ――j零件的各工序单件时间定额之和(分)。
――j零件的各工序单件时间定额之和(分)。
则各零件的节拍为:
 ,
, ,
, (2.17)
(2.17)
如上例中A,B,C三种产品的节拍计算如下:
A产品劳动量占总劳动量的%
=41.67%
B产品劳动量占总劳动量的%
=31.25%
C产品劳动量占总劳动量的%
=27.08%
产品A的节拍
=5(分/件)
产品B的节拍
=4(分/件)
产品C的节拍
=3.5(分/件)
从上面计算可知,在同样的条件下,用代表零件法和加工劳动量比重法计算的节拍,其数值是完全相同的。
2、确定各工序的设备数量及计算设备负荷系数
首先按不同加工对象计算各工序的设备需要量,计算时仍用公式 ,即可算出各零件在流水线第i道工序的设备需要量Seji,即:
,即可算出各零件在流水线第i道工序的设备需要量Seji,即:

 ――表示取整数 (2.18)
――表示取整数 (2.18)
将各种零件在各道工序的设备需要量列表进行对比分析,如有:
则第i道工序的设备数 就可确定为:
就可确定为:

若:
则取Max =
= 作为第i道工序的设备数。
作为第i道工序的设备数。
在计算和确定设备数量的过程中,同样要进行工序同期化,尽可能提高设备的负荷系数。各工序的设备系数按下式计算:
 (2.19)
(2.19)
式中: ――第i工序的设备负荷系数;
――第i工序的设备负荷系数;
 ――第j号零件在第i工序的单件时间定额(分/件);
――第j号零件在第i工序的单件时间定额(分/件);
 ――第j号零件的计划产量(件);
――第j号零件的计划产量(件);
n――零件种数。
流水线的总负荷系数为:
 (2.20)
(2.20)
式中: ――流水线采用的设备总数(台)。
――流水线采用的设备总数(台)。
各工序的设备数量确定后,就可以配备工人、确定流水线节拍的性质、选择运输工具和运输方式,进行平面布置。
在可变流水线上加工的第j零件在第i工序的设备负荷系数 为:
为:
 (2.21)
(2.21)
每种零件在各工序上的设备负荷系数应保持如下关系:

这样才能保证各种零件的加工在流水线的各道工序上在大致相同的时间间隔内进行。如果设备负荷系数不能保持以上关系,就意味着当加工对象改变时,设备负荷可能发生大幅度的提高或降低,给组织生产带来困难。
多对象按组加工流水线与可变流水线有显著区别,它具有以下特征:
1、一个零件组、一个零件组地进行加工,成组地在工序之间移动;
2、在组内各零件是顺序地加工;
3、零件组在各道工序的加工时间与流水线节拍相等或成整数倍比的关系;
4、由加工一种零件转换为加工另一种零件时,不需要对设备和工艺装备进行调整,这是区别可变流水线的主要点。
设零件组包括A、B、C三种零件,它们在流水线某道工序的时间定额为tAi,tBi,tCi,零件组在第i工序的加工时间为tgi,流水线出产零件组的节拍为rg,则根据工序同期化的要求,有:
tgi =tAi+tBi+tCi=Φrg (Φ=1,2,3,……)
多对象按组加工流水线的节拍为:
 (2.22)
(2.22)
式中: ――零件组数量(组)。
――零件组数量(组)。
各工序的设备需要量按一个零件组在各该工序的加工时间和零件组节拍计算:
 (2.23)
(2.23)
确定设备数量,工序同期化和计算设备负荷系数,以及其它计算同前。
单一对象流水线和可变流水线,从形式上看,前者是长期大量生产一种或很少几种制品,后者是采取成批轮番方式,即在一定时间内其产品品种是单一的。这与社会对产品需求的多样化发生矛盾。如果采取增加库存产品的办法,势必大量占用企业的流动资金;如果按产品相应地组织生产,又会打乱流水线节拍,造成生产不均衡。克服这个矛盾可采用多品种混流生产平准化组织来解决。
[例2-3] 某总装流水线,全月装配甲、乙、丙三种产品,其有关资料和安排生产的方案如表2-4所示。
表2-4
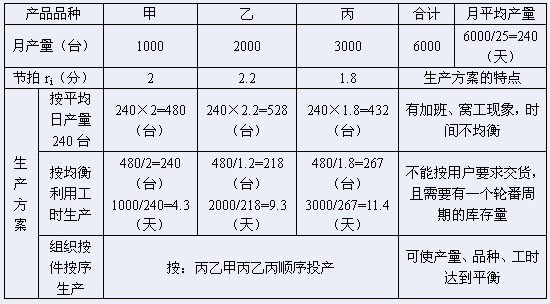
生产平准化是指在同一条流水线上,制造多种产品时,做到产量、品种和工时都均衡。由于多品种混合流水生产一般用于装配线上,因此,生产平准化要求在装配线上不是成批装配完一种产品,再成批装配另一种产品,而是组织各个品种按要求互相交替地装配,如上例的按件按序生产。因此,对多品种混流生产组织平准化生产,主要是根据各品种的产量不同而采用不同的方法来确定投产顺序。
1、各种产品的产量相同
例如,生产A、B两种产品,产量各为10件,则可按以下三种投产顺序安排生产。
第一种: 

第二种: 



第三种: 
2、各种产品的产量不同
在这种情况下,安排投产顺序较为复杂,通常采用逻辑运算法和生产比倒数法来安排投产顺序。下面分别举例说明。
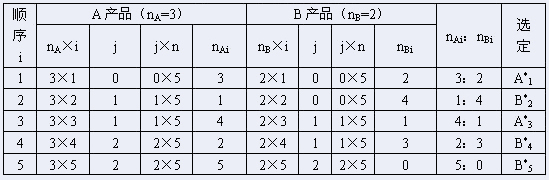
[例2-4] 设在混合流水线上生产60台如A产品和40台B产品,试用逻辑运算法决定其投产顺序。
第一步,进行基本逻辑分析
根据A、B产品的产量( ,
, ),A与B的基本生产比为:
),A与B的基本生产比为:
nA:nB=60:40=3:2
将各个品种在混合流水线上的流送顺序称为连锁。如果连锁是某特定的周期反复进行而形成的,则称每一周期的连锁为循环流程。循环流程的总产量n为:
n=3+2=5
按此基本生产比和循环流程总产量来编排投产逻辑顺序。并按照比值最大的先安排的原则和逐次修正生产比的程序进行。可用下式逐次进行修正。
nAi:nBi=(nA×i-j×n):(nB×i-j×n)
式中:i――投产顺序(i=1… )
)
j――已选取投产次数(j=1… )。
)。
第二步,绘制逻辑顺序安排表
如选择第一投产单位时,因
nA1:nB1=(nA×1-0×5):(nB×1-0×5)
=(3-0):(2-0)=3:2
所以,应选A,用A*1表示。
在选择第二投产单位时,
nA2:nB2=(nA×2-1×5):(nB×2-0×5)
=(3×2-1×5):(2×2-0)=1:4
故选B,用B*2表示。
在此类推,可将投产顺序全部安排完毕。见表2-5所示。
表2-5 逻辑顺序安排表
第三步,绘制逻辑顺序投产图,如图2-7所示。

图2-7 逻辑顺序投产图
[例2-5]设某混流生产线的品种A、B、C,其计划产量分别为3000、2000、1000台,试用生产比倒数确定其投产顺序。
第一步,计算生产比
首先从各品种的计划产量中,求出最大公约数为1000,则各品种的生产为:
=3:2:1
将生产比值之和作为一个循环流程的总产量n,则n为:
n= nA+nB+ nc=3+2+1=6
第二步,计算生产比值的倒数mi,即:
 ,
, ,
,
将上述倒数分别记入表2-6的计算过程1的各品种栏内。
表2-6
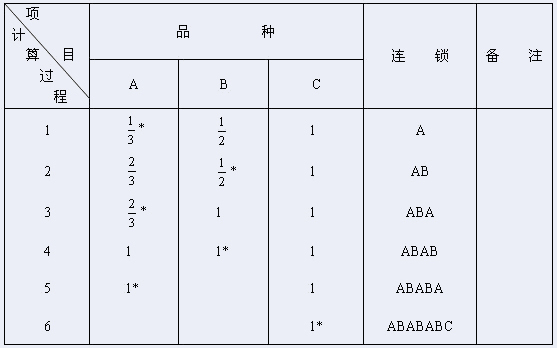
第三步,选定投产对象
按照下述规则,选取投产对象:
规则1:从全部品种中,选出生产比倒数最小的品种。
规则2:在具有最小值的品种有多个的情况下,选出品种的识别记号较晚的一个。
本例中, ,为最小值的品种,所选第一投产顺序为A,并在被选出的品种的mA右上角标上识别记号“*”。
,为最小值的品种,所选第一投产顺序为A,并在被选出的品种的mA右上角标上识别记号“*”。
第四步,更新mA的值
即将已选出的品种的mA值,加上该品种的生产比值的倒数,即 。并将更新值记在计算过程2的品种A栏内。
。并将更新值记在计算过程2的品种A栏内。
第五步,再选取投产对象。
即重复第三步、第四步,直至选完。见表2-6所示。投产顺序为:
